คำศัพท์เกี่ยวกับการพิมพ์ที่ควรทราบเกี่ยวกับ Elegoo Saturn 5 Ultra #
ถาดเรซิน = Resin Tank, VAT
ฐานพิมพ์ = Build Plate, Build Platform
จอ LCD = จอฉายภาพที่เป็นกระจกขนาดใหญ่
LED = แหล่งกำเนิดแสง UV ที่มาพร้อมเลนส์ ยุคนี้มีทั้งแบบ COB และ Matrix Array
IPA = Isopropyl Alcohol, ไอโซโพรพานอล แอลกอฮอล์
เวลาฉายแสง = Explosure Time, Cure Time,
Post Cure = การฉายแสงยูวี หลังพิมพ์และล้างชิ้นงานเสร็จ เพื่อให้แข็งสมบูรณ์ ผิวไม่เหนียว
ความละเอียด = ความสูงของชั้นการพิมพ์, Layer Height, Layer Thickness (ไม่ใช่ความละเอียดจอ)
2K 4K 8K 12K 14K = ความละเอียดของหน้าจอ มักบอกพร้อมกับขนาดพิกเซล XY
Bed Tilt = ระบบใช้ฐานกระดกลงในการลอกชิ้นงานแต่ละชั้น
AA หรือ Anti aliasing = ฟีเจอร์ลบรอยหยัก รอยต่อของผิว ทำให้งานสวยขึ้น แต่รายละเอียด ความคมชัดจะลดลง
1. แกะกล่อง ตรวจเช็คอุปกรณ์ #
- แกะกล่อง เช็คอุปกรณ์ตามคลิบ ดูจนถึงจบส่วนของ Assembly & Test (อยูในระหว่างการทำวิดีโอการทดสอบ สามารถดูตัวอย่างได้จาก Elegoo Saturn 4 Ultra ซึ่งใช้ระบบปฏิบัติการเดียวกัน)
- ในส่วนของ Printing ปัจจุบันเป็น Chitubox 2.x คนละเวอร์ชั่นกับใน VDO จากผู้ผลิต
พบปัญหา Device Self Test ผิดพลาด
โปรกติดต่อฝ่ายบริการหลังการขายเพื่อสอบถามข้อมูล และดำเนินการแก้ไขเพิ่มเติม
2. การเตรียมไฟล์เพื่อสั่งพิมพ์ #
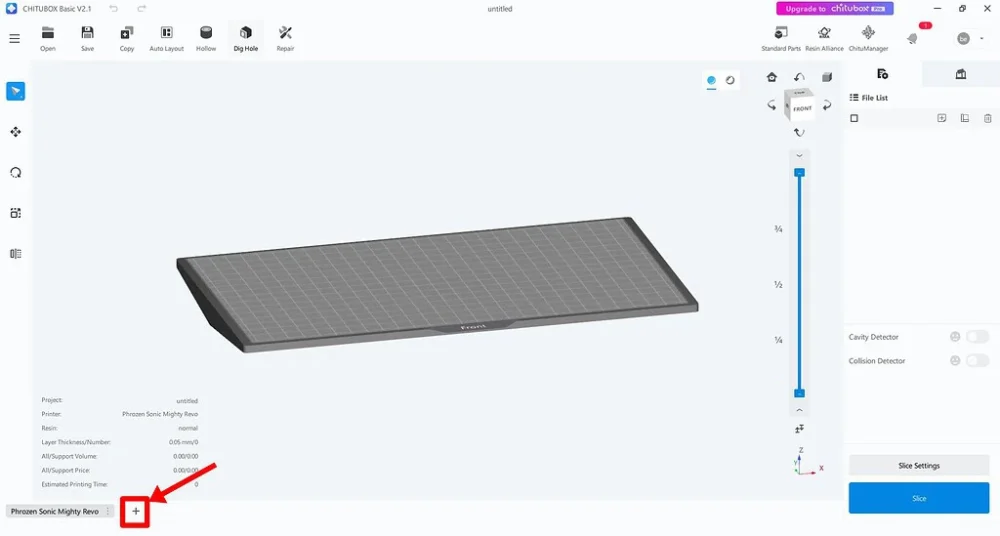
- Elegoo Mars 5 Ultra เป็นเครื่องที่ Open Slicer ดังนั้นสามารถใช้ได้ทั้ง Chitubox Lychee และ Voxeldance Tango โดยคู่นี้ใช้ Chitubox ซึ่งเป็นโปรแกรมที่นิยมใช้มากที่สุด และมีความเข้ากันได้มากที่สุดกับ Elegoo Mars 5 Ultra
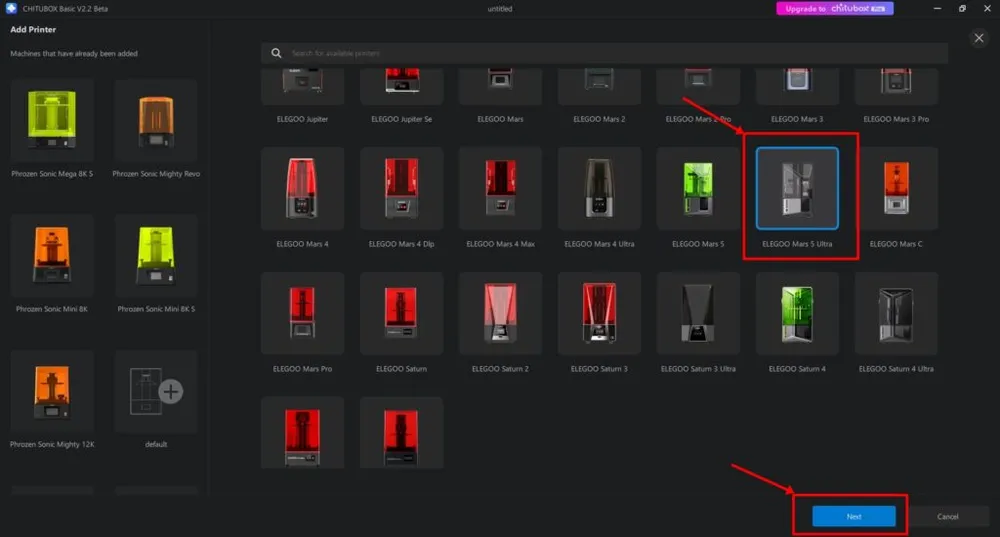
- Chitubox ที่สนับสนุนจะเป็นเวอร์ชั่น 2.2 Beta เป็นต้นไป หลังจากลงโปรแกรมเสร็จเลือกเครื่อง Elegoo Mars 5 Ultra
- ลำดับถัดมาเป็นการใส่ข้อมูลเรซินที่ใช้ ซึ่งหากใช้เรซินของทางบริษัท ฯ สามารถแอด profile ทั้งหมดได้ โดยใช้คำสั่ง Import Profile โดยไม่ต้องเพิ่มข้อมูลเอง
- ขั้นตอนอย่างละเอียดการ import profile ดูได้ในลิ้งนี้ (คลิก)
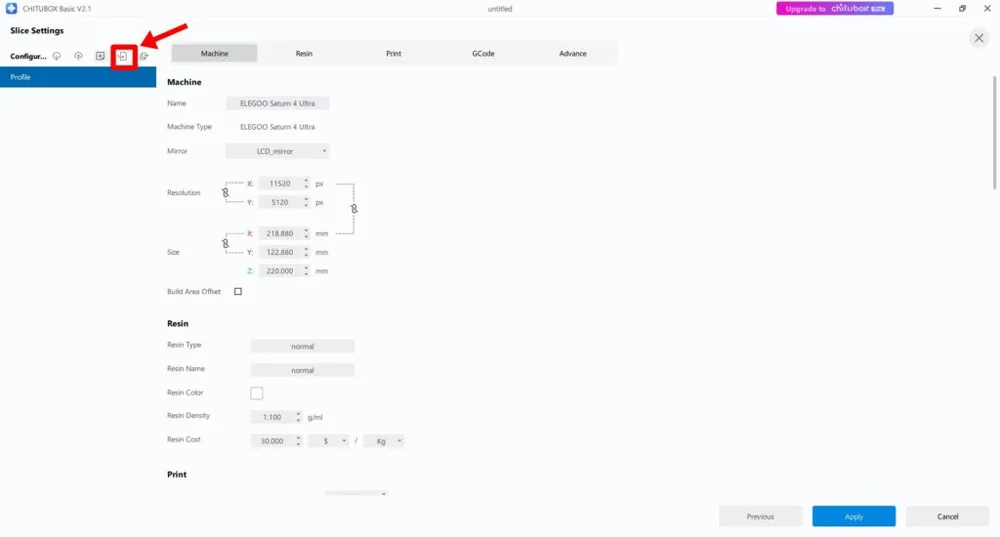
การตั้งค่าเรซินให้ถูกต้องสำคัญมาก
เรซินทุกชนิด หรือแม้แต่ชนิดเดียวกัน แต่คนละเฉดสีก็มีการตั้งค่าต่างกัน อ่านเพิ่มเติมได้ที่ Resin 3D Printer Slicer Guide
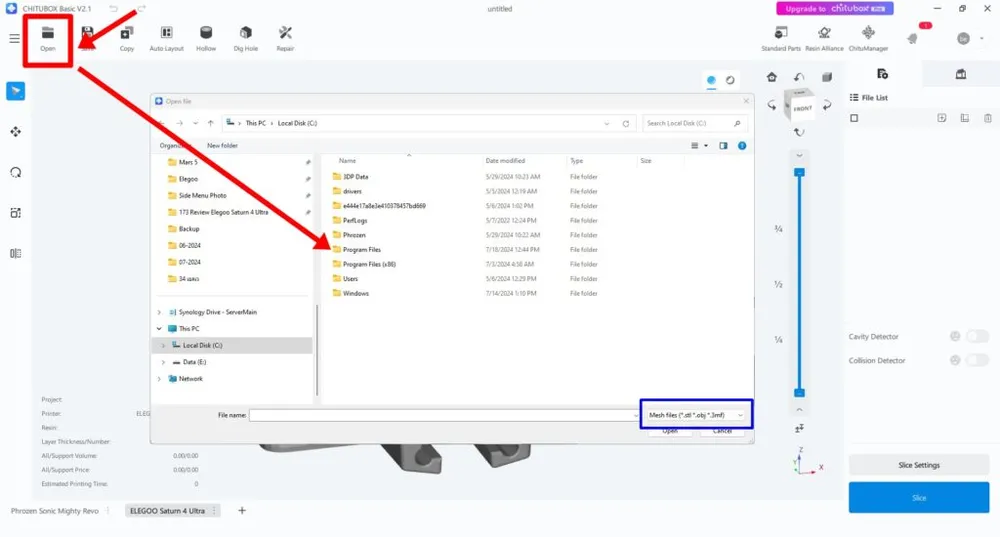
3. การ Import 3D Model และการจัดการไฟล์ #
- ไปที่คำสั่ง Open โดยไฟล์ 3 มิติ ที่สนับสนุนสำหรับเวอร์ชั่น Basic จะเป็นนามสกุล STL OBJ หรือ 3MF
ขั้นตอนหลังจากการนำไฟล์เข้ามาแล้วจะเป็นลำดับตามนี้
- หมุนหามุมเอียงชิ้นงานที่เหมาะสม (Model Orientation) สำหรับการพิมพ์เรซิน ซึ่งส่วนนี้ต้องใช้ประสบการณ์ ฟีเจอร์การหมุนอัตโมนัติในตัวโปรแกรม ให้ผลลัพธ์ที่ไม่เหมาะสมเป็นส่วนใหญ่
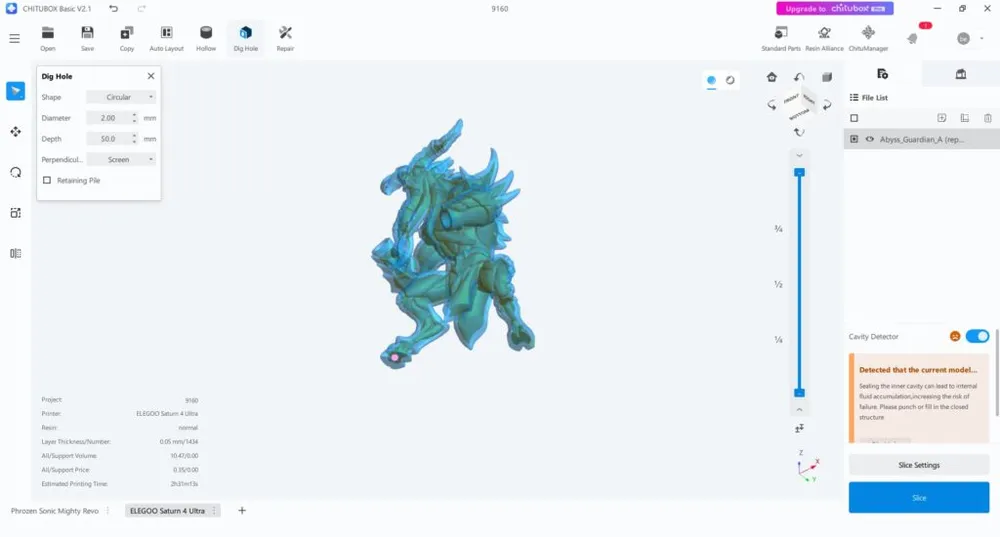
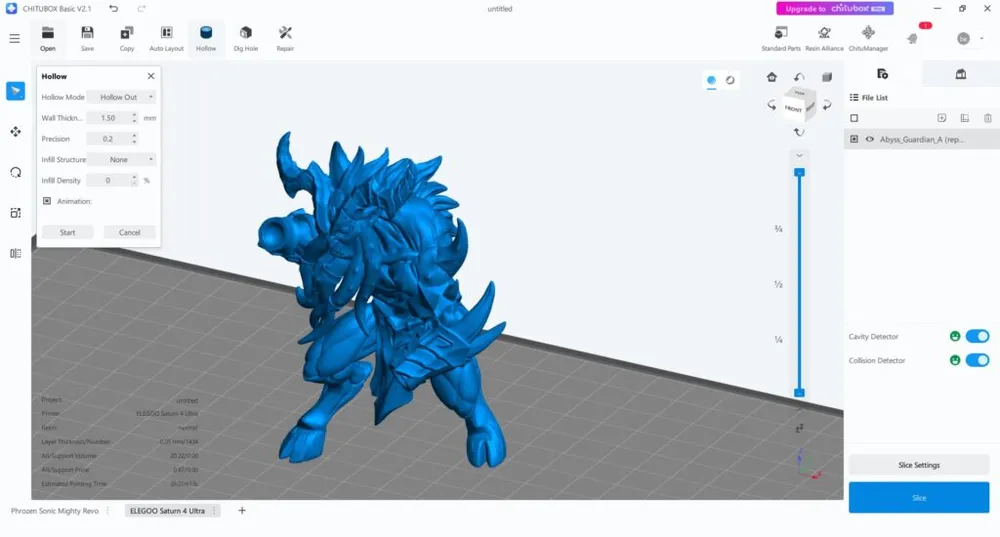
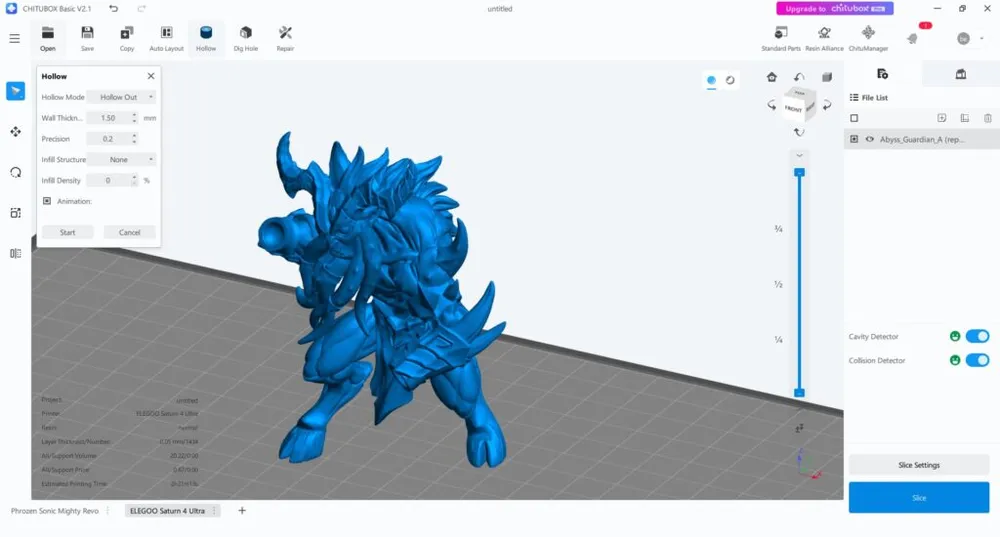
- การกลวงชิ้นงาน (Hollow) และการเจาะรูระบายเรซิน (Drain Hole) ซึ่งทำเพื่อลดปริมาณเรซินที่ใช้ เพิ่มอัตราการพิมพ์สำเร็จ โดยเฉพาะ Saturn 4 Ultra ที่มีกลไกการพิมพ์แตกต่างจากเครื่องทั่วไป และ สุดท้ายเพื่อลด/กำจัด Suction Cup ในชิ้นงาน
- ตัวอย่างหลังการทำกลวง Hollow ชิ้นงาน แล้วตัวโปรแกรมจะตรวจพบ โพรงภายในที่ไม่มีทางระบาย
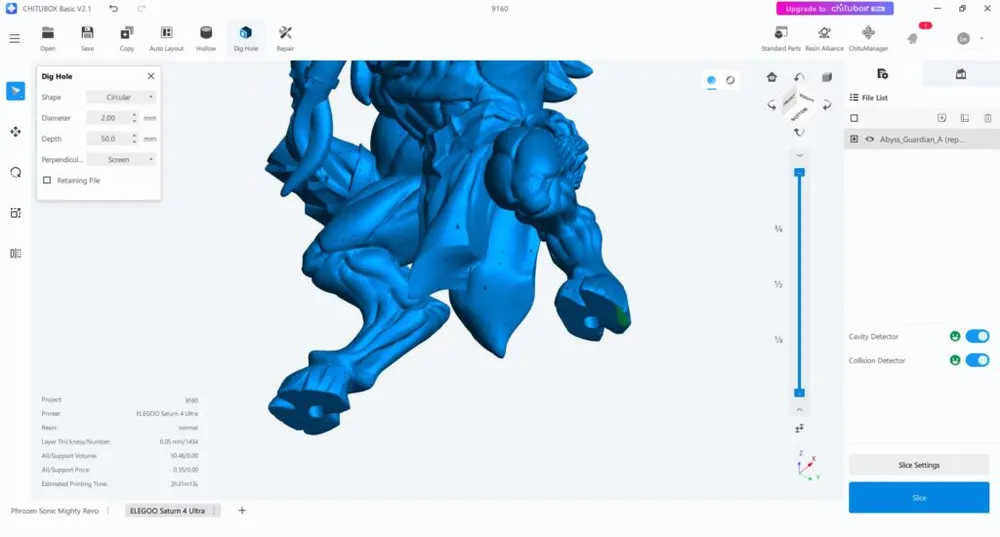
- ใช้ฟีเจอร์ Dig Hole (คำสั่งด้านบนตรงกลางหน้าจอ)
- จากนั้นเลือก บริเวณด้านล่างตัวโมเดล หรือจุดที่ไม่เป็นจุดสนใจ เพื่อความสวยงามของโมเดล
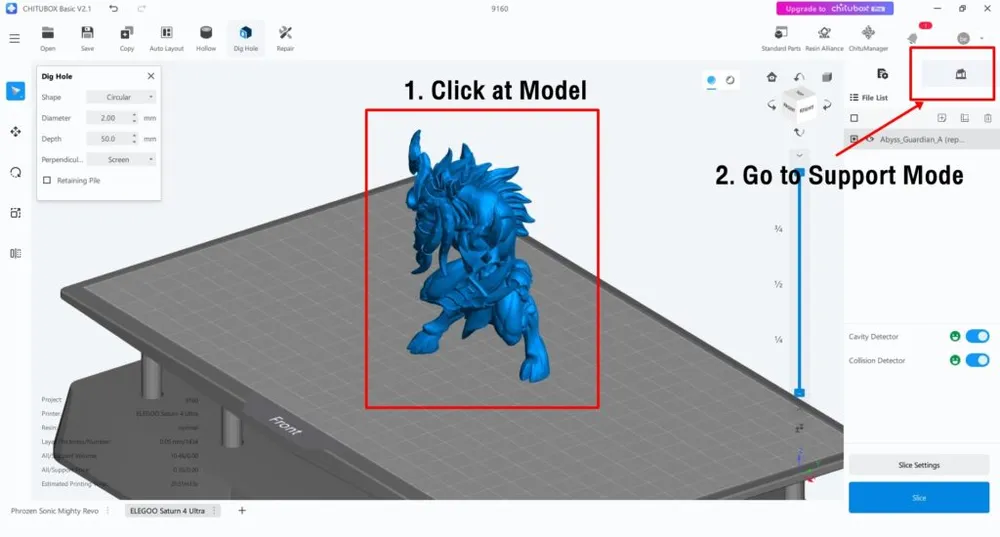
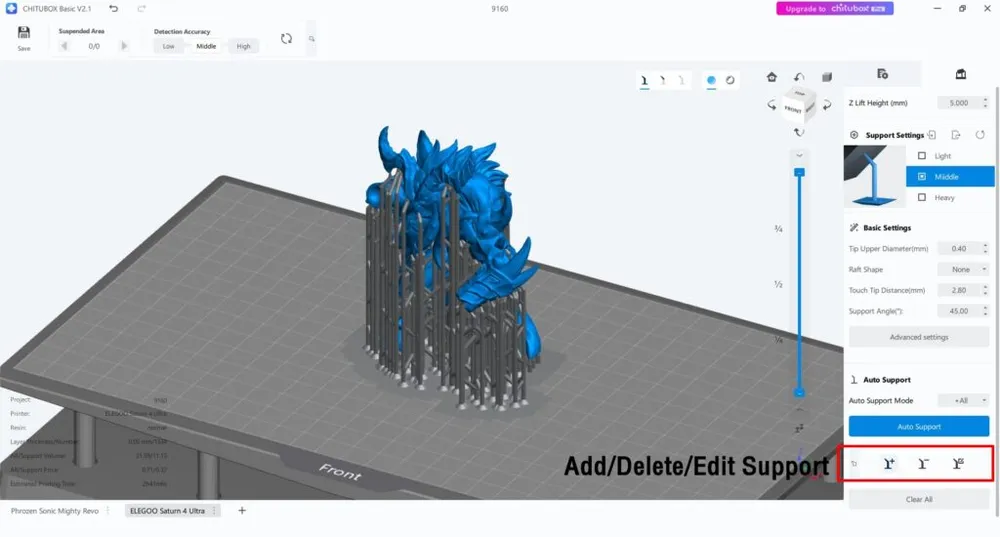
- สุดท้ายเป็นการสร้าง Support ให้เหมาะสมกับตัวโมเดลที่เราต้องการพิมพ์ ส่วนนี้ขึ้นกับประสบการณ์ ลักษณะของโมเดล หรือ Application ที่แตกต่างกัน
- Support ยิ่งมาก และใหญ่ จะช่วยให้โอกาสปริ้นสำเร็จสูงขึ้น แต่ขั้นตอนหลังการพิมพ์ ที่ต้องตัด Support ก็จะยากขึ้น ดังนั้นการทราบขนาด Support ที่เหมาะสม จึงเป็นสิ่งที่สำคัญที่สุด
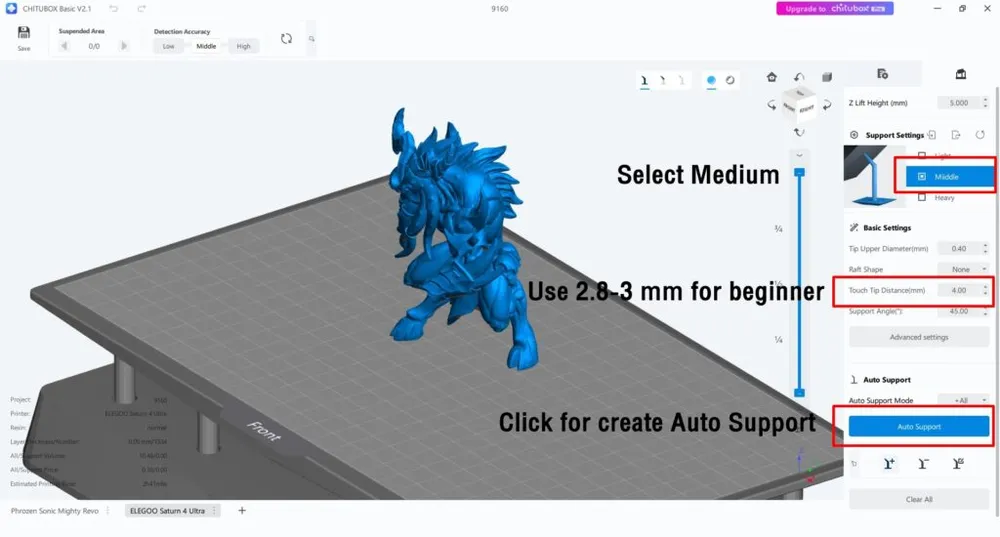
- ในเบื้องต้นสำหรับมือใหม่ แนะนำให้เลือก Support ขนาด Medium และค่าระยะห่างระหว่าง Support หรือ Touch Tip Diameter ที่ 2.8 mm จากนั้นกด Auto Support
- TIP เราสามารถเลือกสร้าง Support ทุกโมเดลพร้อมกันได้โดยเลือกชิ้นงานที่ต้องการสร้าง ด้านขวาเลือกโมเดลที่ต้องการ/ไม่ต้องการสร้าง Support
- หลังจากได้ Support ขึ้นที่ชิ้นงานแล้ว ให้ตรวจสอบความเหมาะสม ส่วนนี้จะสามารถเพิ่มเติม Edit หรือลบออกได้ตามต้องการ (คลิก)
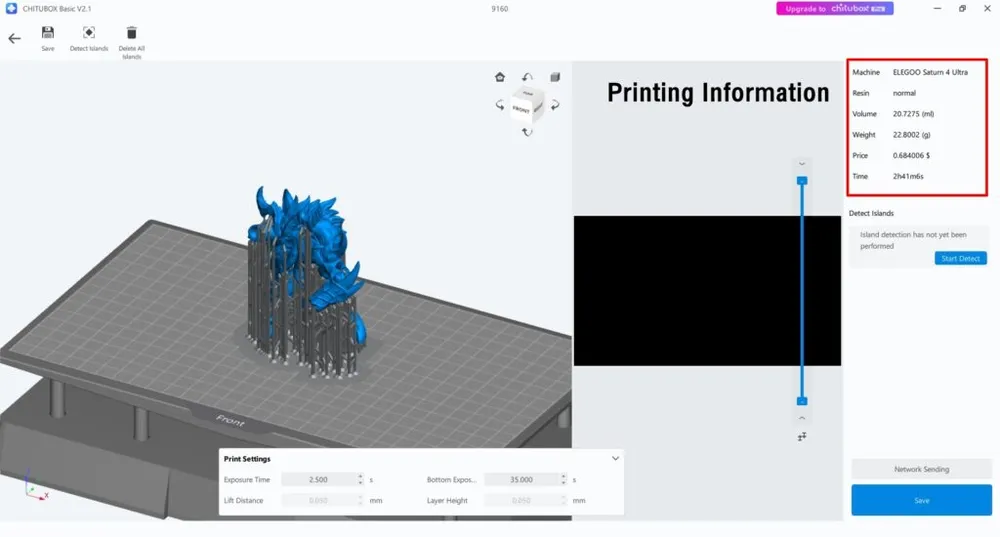
- หากเหมาะสมแล้ว คลิกย้อนกลับมายังโหมด Model แล้วกด Slice ที่มุมขวาล่าง
- ตัวโปรแกรมจะแจ้ง ระยะเวลาและปริมาณเรซินที่ใช้ในการปริ้น
- หากตรวจสอบแล้วพร้อมปริ้น สามารถส่งไฟล์เพื่อปริ้นได้ 2 ช่องทาง คือ ใช้คำสั่ง Save ลง Flash Drive หรือส่งข้อมูลทาง Wifi
- สำหรับการส่ง Wifi ดูวิธีการได้ในลิ้งนี้ (คลิก)
การทำ Support ที่ดี
Support ที่เหมาะสม บริเวณส่วนแรกที่ติดยึดกับงาน มักต้องขนาดใหญ่ 0.8-1mm ในขณะที่ส่วนอื่น สามารถใช้ขนาดที่ปลายได้ตั้งแต่ 0.2-0.6 mm ขึ้นกับลักษณะงาน
4. การสั่งพิมพ์หน้าเครื่อง #
- สำหรับ Mars 5 Ultra จะไม่มีการคาริเบรตฐานพิมพ์ใดๆทั้งสิ้น
- เทเรซินจำนวนที่โปรแกรมคำนวนมา + จำนวนขั้นต่ำคือประมาณ 30 กรัม
- เสียบ Flash Drive บริเวณด้านข้างของเครื่อง เลือกคำสั่ง Print จากนั้นเลือกไฟล์ที่ต้องการสั่งพิมพ์

5 ขั้นตอนหลังการพิมพ์เสร็จ #
- ส่วนนี้ขอยกข้อมูลจากบทความ แนะนำการทำงานมา
- ทั้งนี้สารเคมีที่ใช้ในการล้าง ควรสอบถามจากทางผู้ผลิตเรซิน เพื่อให้ได้ข้อมูลที่ถูกต้องมากที่สุด เพราะเรซินแต่ละชนิด ในกลุ่ม ต้นแบบ วิศวกรรม จิวเวลรี และทันตกรรม มีขั้นตอนการล้างไม่เหมือนกัน
- ดังนั้นผู้ผลิตหลายรายจึงมีเครื่องล้างเรซินของตัวเองโดยเฉพาะที่ตั้งเวลาให้ตรงกับเรซินแต่ละชนิด เพื่อลดภาระของผู้ใช้งาน ตัวอย่าง Phrozen Wash+ ที่มีเรซินของตัวเองและ 3rd Party มากกว่า 200 profile
- โดยปกติขั้นตอนการล้างจะเป็นส่วนที่ต้องระวังเรื่องการสัมผัสเรซินและสารเคมีต่างๆมากที่สุด ควรมีถาดโลหะรอง หรือแผ่นซิลิโคน เพื่องป้องกันสารเคมีทำลายผิวโต๊ะ/พื้น
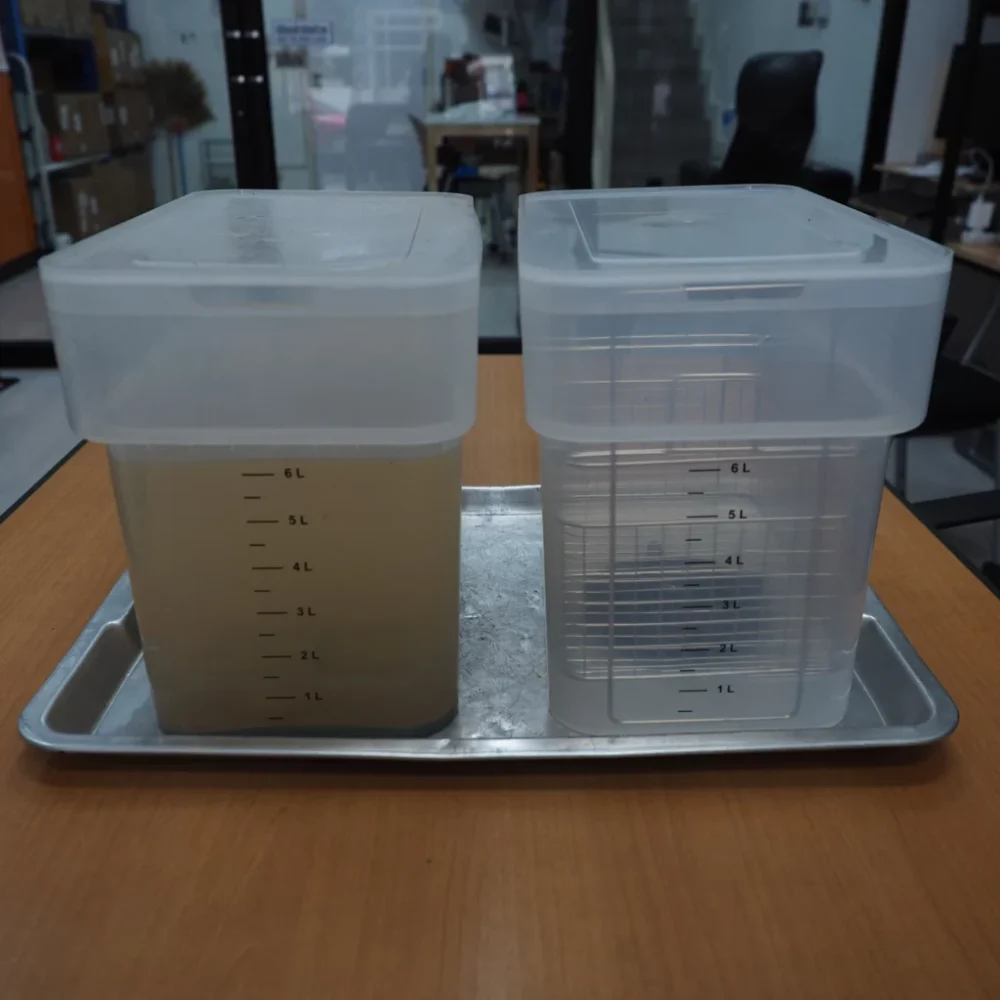
- ถัดมาคือบรรจุภัณฑ์สำหรับการล้าง ควรทั้งหมดอย่างน้อย 2 ชิ้น
- สำหรับการล้างครั้งแรก ตัวน้ำยาล้างจะสกปรกมากที่สุด เพราะยังมีเรซินเหลวติดอยู่ที่ชิ้นงาน ทำให้ไหลออกมาปนกับนน้ำยาล้างมาก ถัดมาเป็นที่ล้าง ชุดที่ 2 เป็นการล้างรอบ 2 เพื่อให้งานสะอาดมากที่สุด
- ถ้ามีเครื่องล้าง อาจจะลดเหลือแค่ 1 ชุด โดยล้างตัวเรซินที่ติดที่งานออกก่อน แล้วใส่เครื่องล้างอีกที
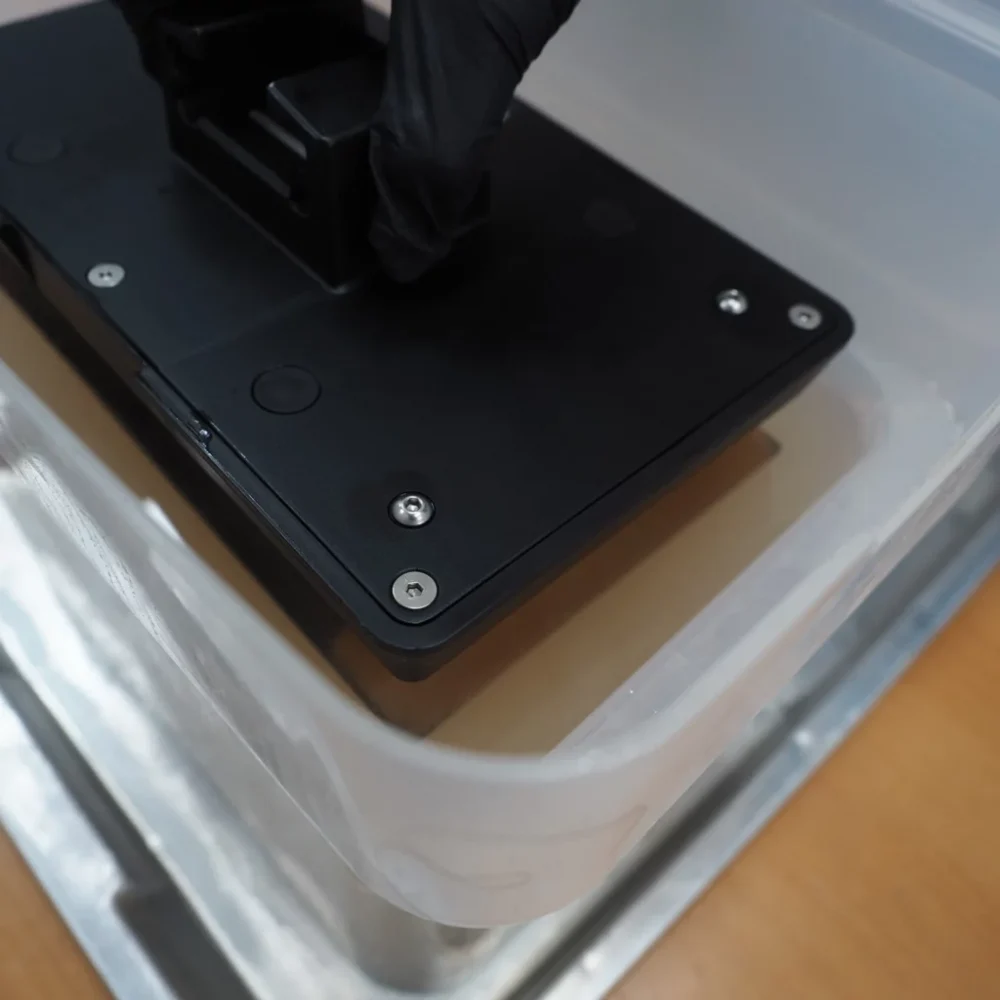
- ในส่วนของ Saturn 4 Ultra จะมีเรซินติดตามฐานพิมพ์ด้านใต้ที่ยึดเสมอ ส่วนที่ต้องล้างและเช็ดให้สะอาด เพื่อป้องกันการปนเปื้อน หรือ IPA ค้างอยู่ที่ฐานพิมพ์
- คำแนะนำสุดท้ายหลังการล้างผู้ผลิตบางรายแนะนำให้ พักชิ้นงานเป็นระยะเวลา 30-60 ก่อนเข้าสู่ขั้นตอนการอบยูวี หรือเข้าตู้อบคุมอุณหภูมิที่ 30 องศาเซลเซียส ดังนั้นควรตรวจสอบข้อมูลการทำงานจากผู้ผลิตเรซินให้ละเอียดก่อนการอบยูวี

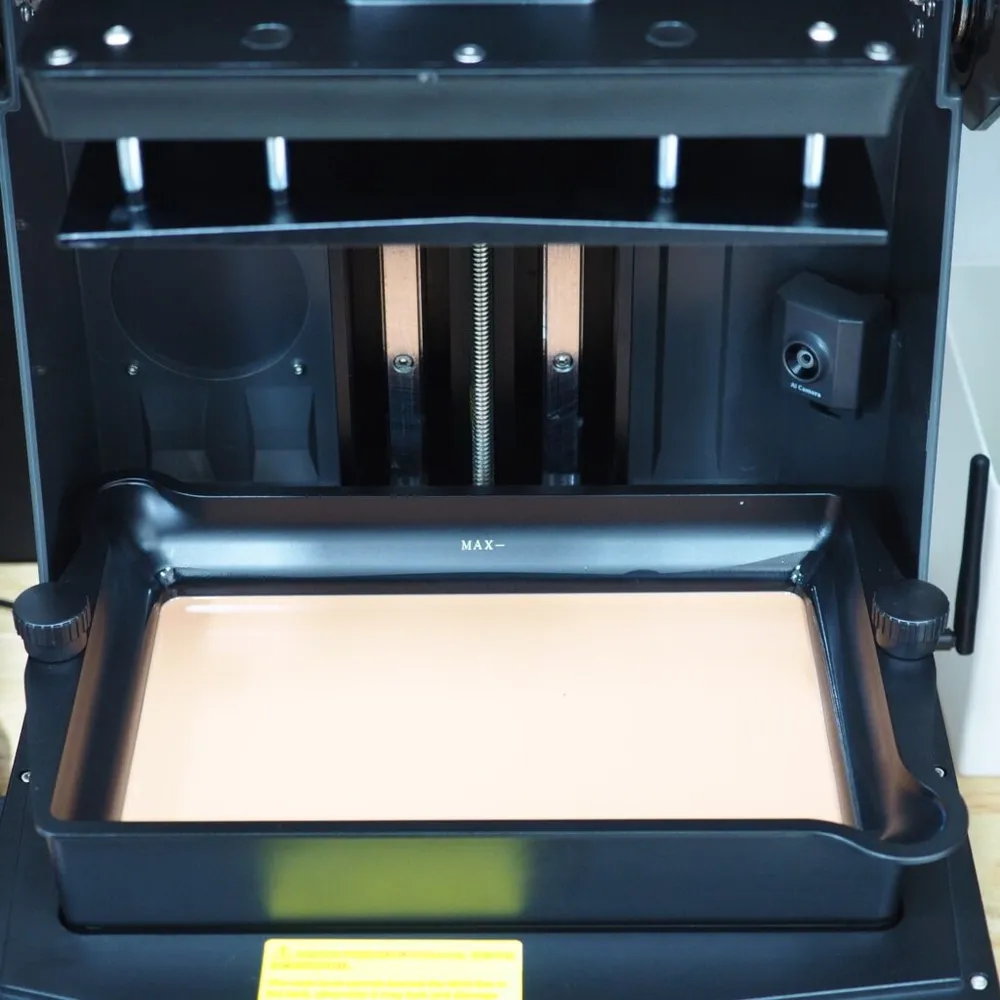
ควรหมั่นตรวจเช็คฟิล์มรองถาดเรซินอยู่เสมอ
หลังการพิมพ์ควรเช็คการรั่วซึมของฟิล์มอยู่เสมอ เพราะเป็นสาเหตุหลักที่ทำให้จอและชิ้นส่วนอิเล็กทรอนิกส์เสียหาย และไม่ควรทิ้งเรซินไว้ในถาดนาน หากไม่ได้ใช้งาน ควรเทกลับขวด
คำแนะนำอื่นๆ #
- ไกด์แนะนำการทำงานของเครื่อง Resin 3D Printer สำหรับมือใหม่ (คลิก)
- อุปกรณ์ที่ควรมีสำหรับเครื่อง Resin 3D Printer (คลิก)
- คู่มือการใช้งานโปรแกรม Chitubox (คลิก)
ปัญหางานพิมพ์เสียที่มักพบ #
- อ่านบทความสาเหตุและการแก้ไขได้ที่ลิ้งนี้ (คลิก)
- หากงานไม่ติดฐานพิมพ์ ควรเพิ่ม Bottom Exposure Time ไปอีก และปรับโหมดการพิมพ์ให้เป็น Normal ซึ่งทำให้ถาดเรซินเคลื่อนที่ช้าลง มีโอกาลอกงานแต่ชั้นได้ดีขึ้น
- ควรตรวจเช็คเรซินรั่วซึมทุกครั้งหลังการพิมพ์หากเป็นไปได้ เพราะหากรั่วซึม ตัวเรซินจะซึมลงไปบริเวณแผงควบคุมด้านล่าง และเกิดความเสียหายขึ้น (ไม่อยู่ในการรับประกัน)
- รู้จักคำศัพท์เฉพาะของปัญหาเช่น Suction Cup, Vaccum, ไฟล์เสีย, ซึ่งอาจเป็นสาเหตุหนึ่งของหลายปัญหาที่เกิดขึ้น
การบำรุงรักษาเครื่อง #
- ปิดเครื่องให้เรียบร้อยก่อนทำความสะอาด ฐานพิมพ์ ถาดเรซิน เสมอเพื่อป้องกันไฟฟ้าสถิตย์ที่อาจจะสร้างความเสียหายกับตัวเครื่องได้
- ทำความสะอาดฐานพิมพ์โดยนำชิ้นงานที่เสร็จแล้วออกก่อน เช็ดให้สะอาดด้วยแอลกฮอล์จนกระทั่งไม่มีเรซินเหลือ
- เก็บเรซินในขวดทึบแสง ปิดแน่นมิดชิด ในที่มืด และเย็น เทใส่ขวดโดยใช้กรวย และกระดาษกรองช่วยในการเทกลับใส่ขวด
- ทำความสะอาดถาดใส่เรซิน โดยใช้กระดาษทิชชู่ซับแอลกอฮอล์ IPA เช็ดจนกระทั่งไม่มีเรซินเหลืออยู่
- ตั้งเครื่องพิมพ์ ให้ทำงานในสภาพแวดล้อมที่มีอากาศถ่ายเท อุณหภูมิไม่ควรเกิน 30 องศาเซลเซียส เพื่อการใช้งานที่ยาวนาน
- ติดตั้งเครื่องสำรองไฟ เพื่อป้องกันการจ่ายไฟที่ไม่เถสียร ทำให้อุปกรณ์อิเล็กทรอนิกส์เสียหายได้



